基于 PC 的控制技术非常适合实现木材加工行业中众多工艺流程的全自动化。该解决方案的覆盖范围极为广泛:从完整的锯木系统,到单台细木工板设备和小型加工单元,乃至集输送、供料/堆垛、封边加工、CNC 加工及表面处理于一体的全自动化家具生产线。基于 PC 的控制技术 — 通过极致简化的控制结构与 IT 标准的一致应用 — 既能实现高度个性化需求下的最大零件吞吐量,又能满足极高的品质要求,同时有效应对巨大的成本压力。倍福高速高性能控制技术确保家具制造商及其设备制造合作伙伴能够从容应对各种行业挑战。
倍福助力木材加工企业打造核心竞争力:
- 适用于木材加工行业所有工艺流程的端到端自动化解决方案
- 通过所有硬件和软件功能的灵活扩展,实现高性价比的系统自动化
- 通过整合 PLC、运动控制、NC/CNC、机器人、HMI、视觉、AI 和特定机器学习算法,提高系统可用性并降低复杂性
- 硬件和软件中的开放接口提高了机械设计的灵活性
- 深耕木材加工行业数十载的可靠合作伙伴
适用于木材加工和家具行业所有领域的高性能控制技术
倍福可为木工机械控制提供的技术

所有功能都整合在同一个平台中
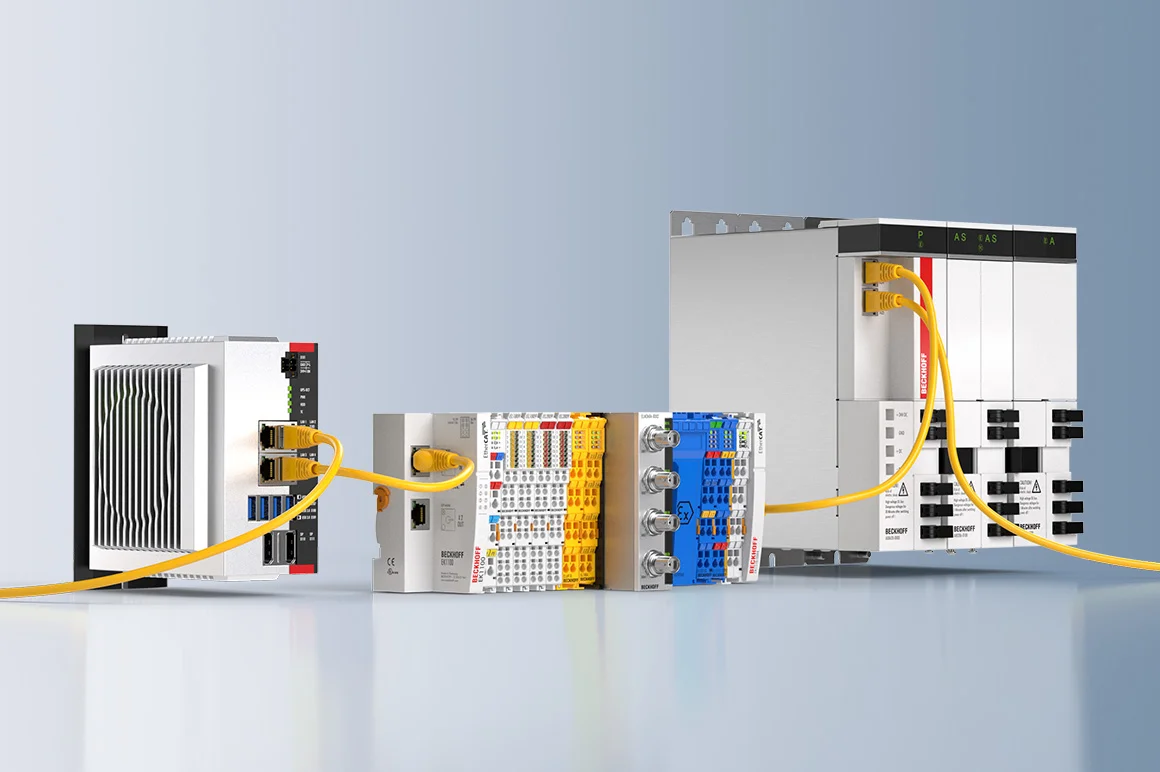
基于 PC 的控制技术能够显著提升木工机械的生产效率。倍福可凭借其可扩展且性能强大的软硬件产品系列量身定制控制解决方案:从纯粹的顺序控制到配备多轴和辅助驱动器的高性能运动控制解决方案。倍福工业 PC 构成系统核心,辅以模块化、实时的 TwinCAT 软件架构,再结合高性能通信系统 EtherCAT,共同打造出高效的系统解决方案。基于 PC 的控制技术可为您提供面向未来的解决方案:
基于 PC 的控制技术的核心优势:
- 良好的开放性:从整合您的工艺专业知识到云连接
- 易于集成:在同一个软件平台上处理复杂的 CNC、运动控制和辅助功能
- 可扩展:为每个应用配置一个在设计和性价比方面最为合适的解决方案
- 持续创新:倍福可确保您的竞争优势
超快速、灵活、开放
EtherCAT 技术由倍福开发,并作为自动化技术的开放式标准。EtherCAT P 完全兼容标准 EtherCAT 协议,并将传感器和执行器供电集成在同一根电缆上。从而进一步减少安装时间,降低安装成本,节省空间,并简化设备的模块化设计。EtherCAT 和 EtherCAT P 具有性能出色、拓扑选择灵活、诊断功能全面及配置简单等特点,非常适合用于木工机械。
EtherCAT 针对木材加工行业的亮点:
- 极快的循环时间,实现精确、高效的工艺流程
- 市场上有大量支持 EtherCAT 技术的传感器和执行器
- 可灵活集成 CANopen、IO-Link、PROFINET、PROFIBUS、EtherNet/IP、Modbus/TCP、TSN 和 OPC 等其它现场总线系统
- EtherCAT P 单电缆解决方案可显著减少布线工作量
- 速度为 1 Gbit/s 或 10 Gbit/s 的 EtherCAT G 可显著提升性能

简化并加快软件开发
TwinCAT 3 自动化软件集成了所有开发和 Runtime 过程,并具有一个统一的开发环境,可以实现木材加工行业中的所有控制任务。编程采用最适合应用需求的方法,包括 IEC 61131-3、C/C++ 等高级语言以及 MATLAB® 和 Simulink®。将 Microsoft Visual Studio® 用作标准编程工作台不仅可以支持不同的版本管理系统,而且还能够简化基于团队模式的编程工作。即用型软件模块、仿真工具的集成和功能强大的诊断接口可以简化工程工作,缩短开发和调试时间。
TwinCAT — 适用于木工机械的通用软件平台:
- 运动控制软件库、CNC 和机器人运动学增补软件
- 通过 TwinCAT Scope 加快调试和维护速度
- 利用 TwinSAFE 简化安全功能的部署
- TwinCAT IoT 支持通用的云通信协议
- TwinCAT CoAgent 助力实现 AI 辅助开发

模块化且易于集成的安全解决方案
TwinSAFE 安全解决方案已经过认证,能够满足木工机械的安全要求,并可无缝集成到倍福控制系统中。g各种 I/O 组件可以用于达到 EN 61508:2010 标准中的安全等级 SIL 3 和 EN ISO 13849-1:2016-06 标准中的安全等级 Cat 4,PL e 的应用场景。此外,倍福还可提供大量具有安全相关功能的驱动器。安全应用程序在 TwinCAT 开发环境中进行组态或编程,然后传输给 TwinSAFE 逻辑组件,系统中的所有安全设备都与逻辑组件通信。
TwinSAFE — 可为您的木工机械带来竞争优势:
- 所有安全功能都可以通过 TwinCAT 进行编程和组态
- 提供多种防护等级为 IP20 和 IP67 的 TwinSAFE I/O 模块
- 端子模块段中的安全信号和标准信号可以灵活混合
- 安全逻辑通过 EtherCAT 网络分布在 I/O 和驱动器中
- TwinSAFE SC 技术可以使用标准信号完成安全相关任务

控制和调节时间小于 100 µs
有些应用对循环和响应时间有极高的要求(例如连续加工过程中的工件位置检测)。倍福的 XFC 极速控制技术能够实现此类任务所需的 < 100 μs 的 I/O 响应时间。它基于高效的控制和通信架构,包括高性能工业 PC、具有增强实时特性的超高速 I/O 端子模块、EtherCAT 高速以太网系统和 TwinCAT 自动化软件。
XFC — 在木材加工行业中的优势:
- 控制周期极短,周期时间为 100 µs
- 极速 I/O 响应时间,可达 85 µs
- ns 范围内的信号时钟同步
- 通过分辨率为 64 位的分布式时钟实现 CPU、I/O 和驱动器的硬实时同步
- 支持多种数字量和模拟量输入和输出模块
倍福针对木工机械的产品亮点

用于实现高动态运动控制任务的软件
TwinCAT Motion 可为所有木材加工过程提供可扩展的软件包。有多种用于控制各种电气轴和驱动系统的不协调和协调运动的软件功能可供选择, 包括低压直流电机、步进电机和伺服电机,高性价比的变频驱动器和伺服驱动器,以及高动态伺服驱动器和直线电机。新一代 TwinCAT MC3 运动控制软件产品继承了前代 TwinCAT NC2 的功能(例如,CNC、飞锯和凸轮),支持多核技术和多任务并行处理,进一步挖掘了效率和速度方面的潜力。
高性能运动控制模块助您提升竞争优势:
- TwinCAT 3 NC PTP:用于实现运动控制功能的基本软件包
- TwinCAT 3 CAM Design Tool 和 NC Camming:凸轮盘设计和 Runtime 功能库
- TwinCAT 3 NC Flying Saw:与主轴精确同步
- TwinCAT 3 NC I:每通道最多插补 3 根主轴和 5 根辅助轴
- TwinCAT MC3 和 TwinCAT PLC++ 消除了系统在轴数量、不同轴周期时间(多任务)以及跨 CPU(多核)同步运动方面的限制

用于木材加工的高精度直线运动控制解决方案
AL8000 系列直线电机特别适用于对动态性能、定位精度和同步性要求极高的应用场合。由于不存在从旋转运动到平移运动的机械转换,因此负载与电机的集成彻底消除了背隙。这也使得位置测量系统可以直接与电机耦合。直线电机将电能直接转换成直线运动,以实现平移,它与高分辨率的位置反馈系统配套使用,是实现设备高精度的基本前提。
直线驱动系统助力提升您在木材加工行业的竞争优势:
- 模块化线圈设计,具有极高的磁力密度,结构紧凑
- 产品系列丰富、宽度规格多样,支持广泛多样的应用场景
- 集成式反馈系统和单电缆技术 (OCT) 简化了集成和装配工作
- 额外的齿槽补偿功能可满足更高的精度和同步要求

适用于木工机械的灵活且模块化的驱动解决方案
除了精度与速度,木材加工行业还需要灵活且模块化的驱动解决方案,以实现高性能机械方案。正因如此,分布式驱动技术已成为一项关键技术。相较于传统的k'z控制柜方案,该技术在灵活性、可扩展性及效率方面展现出显著优势。通过分布式驱动技术,伺服驱动器或步进电机端子模块可直接安装在电机外壳中。除分布式伺服驱动器外,还可选配供电组件、配电组件及连接传统伺服驱动器组的耦合组件。
分布式伺服驱动系统助力提升您在木材加工行业的竞争优势:
- 无控制柜设备方案
- 节省空间、布局清晰、减少占地面积
- EtherCAT P 可简化布线,降低安装和调试成本
- 高度模块化,便于系统调整或扩展
- 可在 IP65 防护等级配置下连接额外的 I/O 信号
- 安全无忧:可通过 TwinSAFE 为所有倍福驱动解决方案提供安全功能

无缝集成机器视觉
倍福的机器视觉产品可将实时图像处理轻松集成到新的和现有的控制环境中,并与所有机器和设备流程优化同步。典型应用场景包括饰面板的缺陷检测与表面质量评估,以及轮廓精度检验。系统集成方法有效消除了以前机器视觉与自动化技术之间的严格分离。同时,从相机到光学镜头和光源再到倍福 TwinCAT Vision 软件,机器视觉组件采用通用性强和灵活多变的设计,同时具有高可扩展性和长期可用性。
EtherCAT 中集成的机器视觉技术助您打造核心竞争优势:
- 实现图像处理与控制过程(如位置)的高精度同步
- 简化和提高了图像捕捉和光源频闪信号触发的同步性
- 缩短响应时间、提高生产节拍和加速处理程序
- 减少硬件和布线工作,缩短等待时间,减小安装占用空间和系统占地面积
- 简化诊断工作

MX-System 无控制柜解决方案
MX-System 首次实现了无控制柜自动化解决方案。由模块化组件构成的底板和功能模块(工业 PC、耦合器、I/O、驱动器、继电器和系统模块)打造出完整的系统,它拥有传统控制柜的所有功能:供电、熔断器保护和配电、辅助电压的生成和监测、带输入输出的控制系统、电机和执行机构的控制以及现场设备连接层。组件符合各项国际标准,极大地减少了规划、装配、设备安装及维护工作。
MX-System 可为您的木工机械带来哪些优势:
- 无需控制柜,减小占地面积
- IP67 级外壳适用于木材加工的所有区域
- 减少工程设计、装配和测试工作,提高效率
- 通过诊断 APP 快速排除故障
- 可与 EtherCAT 端子盒和分布式伺服驱动系统灵活组合
- 通过 FSoE 将安全功能集成到驱动器和 I/O 中