TwinCAT CNC 赋能五轴数控机床升级革新
不只是制表制造业需要像德国巨浪集团的 Micro5 这样紧凑且动态性能出色的机床,医疗技术和模具制造领域同样需要这样的机床,才能以高精度和高速度加工零部件。然而,这些行业的工件尺寸往往更大。基于此,机床制造商采用倍福基于 PC 的控制技术,对其原有设计方案实施了升级与扩展,从而能够加工边长最大达 120 毫米的零部件。
“市场分析与研讨结果显示,相较于广受欢迎的 Micro5 系列,市场对于一款尺寸更大铣削中心、能够加工边长最大达 50 毫米零部件的高动态五轴数控机床,确实存在切实的需求。”位于图特林根的德国巨浪集团全球营销副总裁 Matthias Rapp 表示。基于这一需求,巨浪决定在现有机床方案的基础上开发 Micro5 XL 机型,旨在开拓更多类似制表制造业的新市场,这些市场同样需要以极高的动态性能、精度和短周期时间,生产具有复杂几何形状和多种材质的零部件。“Micro5 XL 的典型目标市场包括医疗行业和模具制造业。”巨浪集团高级产品经理 Michael Wurster 补充道。
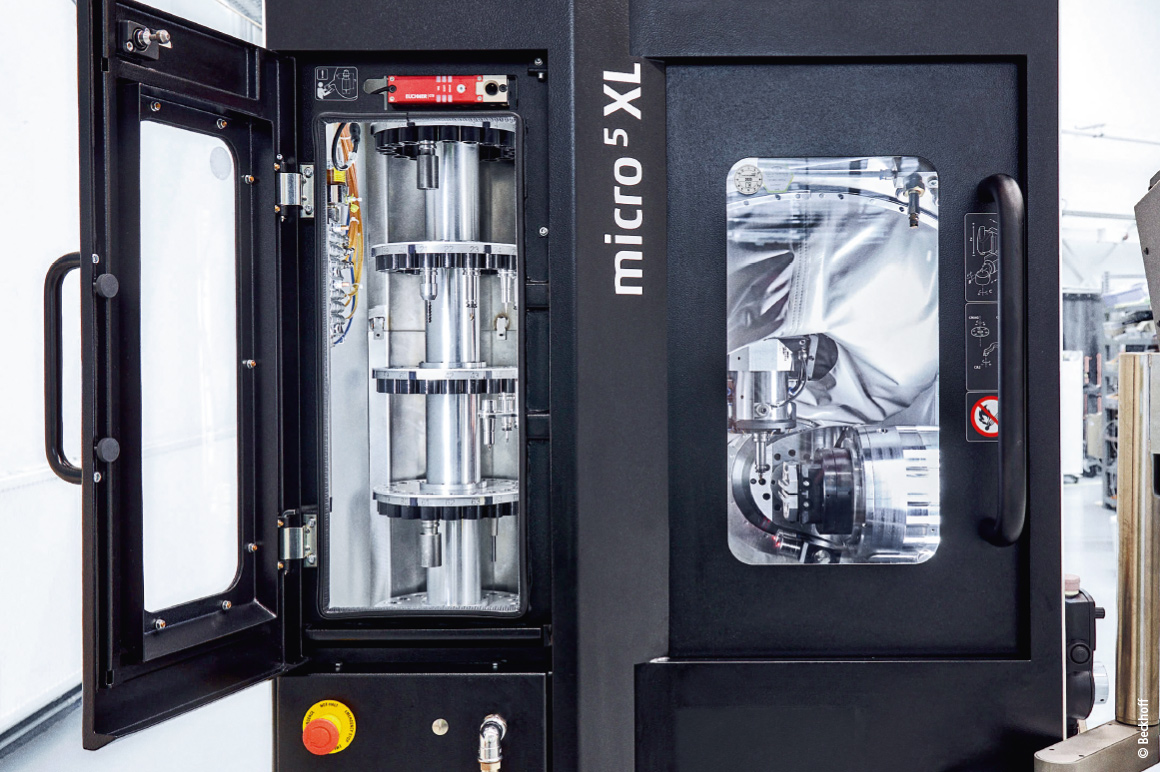
系列名称中的“5”代表巨浪集团认定的铣削中心与工件尺寸的最佳比例 5:1,“XL”则意表示轴结构从 250 毫米扩展至 600 毫米,且可加工边长最大达 120 毫米的工件。“该机型还具备更高的切削性能和最大灵活性。”Mathias Rapp 表示。这一显著优势得益于配置了可容纳 100 个刀位的塔式刀库,以及可按需选配的自动化装卸系统。凭借倍福基于 PC 的开放式控制平台,这些扩展功能可在软件和硬件层面以模块化方式实现。
借助柔性模块化驱动系统轻松实现升级
原则上,机床方案无法任意扩展升级:当工件侧与刀具侧的移动质量比达到某个临界点时,系统平衡将会被打破。“Micro5 的刀具和工件移动质量为 10 公斤,而 Micro5 XL 则可达到 80 公斤。” Michael Wurster 在阐述开发项目面临的挑战时说道。尽管如此,巨浪集团借助基于 PC 的控制技术,在保持原有规格优势 —占地面积小、能耗低,高刚性及高动态性能的前提下,显著扩大了加工区域和工件尺寸。“在资源利用效率方面,Micro5 XL 实现了最优配置,同时确保精度与速度高度适配。”Matthias Rapp 满意地表示。
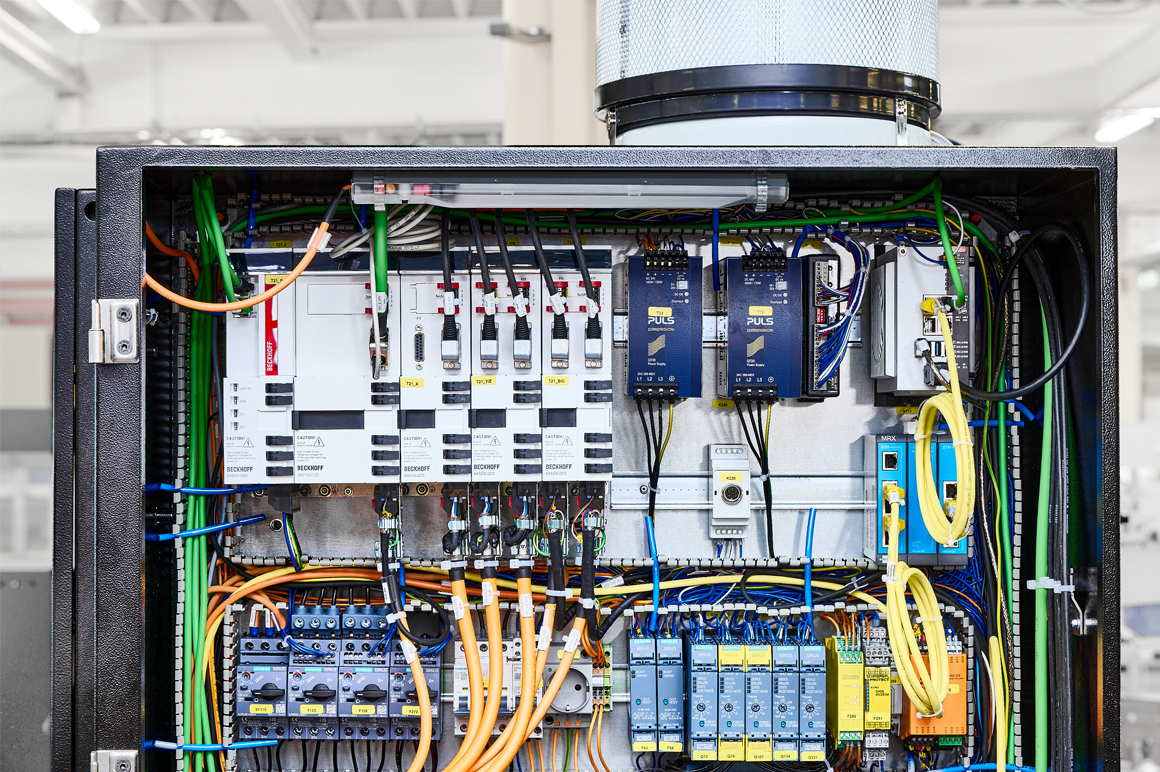
丰富多样的驱动组件,如 AX8000 多轴伺服系统、AM8000 同步伺服电机,以及采用 EtherCAT I/O 架构的紧凑型驱动模块,为升级过程提供了坚实的支撑与高效便捷的实现途径。以塔式刀库为例,其驱动采用 AM8100 伺服电机和 EtherCAT 伺服电机端子模块 ELM7212。这些适用于最高 48 V 直流低压范围的伺服电机和 EtherCAT 端子模块,在极为紧凑型的设计下仍能提供卓越高性能。”Dieter Völkle 解释道。这些组件直接集成在 EtherCAT 端子模块段中,既可动态应用于 CNC 通道,也能用作 PTP 轴,并能与其它轴精确同步。
紧凑型控制技术助力减小系统占地面积
整台机床,包括冷却系统和屑料管理等外围设备,占地面积仅为 1.7 平方米,留给控制系统的空间十分有限巨浪集团采用单电缆技术 (OCT) 作为连接方案,从而节省了宝贵的空间资源。Michael Wurster 评价道:“结合 AX8000 多轴伺服系统和 EtherCAT 伺服电机端子模块,这项技术不仅简化了紧凑型布局,还显著缩短了安装时间。”若需更换电机电缆,OCT 技术相比铺设独立的电机电缆与反馈系统双线方案,能大幅提升更换效率。
由于在开发 Micro5 XL 过程中高度重视质量比平衡,此次升级并未对控制性能产生任何不良影响。“我们通过 TwinCAT 3 Motion Designer 项目规划工具成功设计了驱动轴和控制器,并基于指定的伯德图与负载谱,获得了倍福专家团队的精准调优支持。”Michael Wurster 确认道。
速度更快、精度更高、成品更精细
最终,与市场上加工这种立方体工件的标准机床相比,巨浪集团的 Micro5 XL 在周期时间、表面质量和尺寸精度方面都实现了进一步突破。Matthias Rapp 指出:“这得益于刀具与工件侧的质量均衡分布,当然也离不开 TwinCAT 3 CNC 的精准控制。”Dieter Völkle 阐述了对于巨浪集团这样的系列机床制造商而言的另一个重要方面:“从长远来看,无需特殊解决方案且能够全部采用标准组件实现各项功能,这无疑是一种优势。”
巨浪集团采用 C6030 超紧凑型工业 PC 作为五轴数控机床的控制平台,该平台上安装的 TwinCAT 3 CNC (TC1270) 集成了多个功能块,如 TwinCAT 3 CNC Spline Interpolation (TF5260),CNC Channel Pack (TF5230),CNC High-Speed-Cutting (TF5250),CNC Axes Pack (TS5220) 以及 CNC Transformation (TF5240) 五轴与丝杠的运动通过软 CNC 的单通道实现插补与同步,而换刀装置的伺服驱动器则通过第二个通道进行同步。Micro5 XL 的用户界面基于 TwinCAT 3 HMI(TF2000)以及用 C# 编程的 CNC 可视化系统。“我们持续收到客户反馈,称赞倍福的 TwinCAT HMI 使得机床操作如此简便。”Matthias Rapp 表示。“一位瑞士腕表设计师通过自学编程,现已能使用 Micro5 独立铣削加工自己的设计作品。
实现高效生产的数字化记录
巨浪集团采用 TwinCAT 3 Analytics Logger (TF3500)模块控制加工过程。“我们通过驱动电流来测定切削力,从而有效防止丝杠过载。”Michael Wurster 解释道。此外,机床还配备振动传感器进行实时监测。巨浪集团通过 EL34xx EtherCAT 电力测量端子模块实时记录电流消耗并将能源需求直观显示在人机界面上。“相较于其它加工类似工件的机床,我们实现了约 50% 的节能效果,这一数据可通过倍福的能源测量解决方案验证。”Matthias Rapp 着重强调了这一优势。如果用户想要计算产品的碳足迹,他们可将能耗数据分配到特定的生产批次中。随着多个工业化国家纷纷推动工业生产领域的能效提升措施,这一功能已成为赢得客户的关键要素。很多企业还制定了超越法定要求的自身能效提升计划,并要求供应商提供每个零部件的能耗或碳排放信息。“借助倍福的电力测量技术,这些数据可通过 OPC UA 无缝传输至能源管理系统或 MES 系统。”Dieter Völkle 补充道。
巨浪集团的产品组合涵盖各类机床和加工中心。“我们将逐步探索倍福基于 PC 的控制技术为我们带来的各种可能性。”Matthias Rapp 补充道。



