
基于 PC 的增材制造机床控制解决方案
总部位于圣加仑的 IRPD 公司是增材制造机床领域的专家,在该领域拥有超过 25 年的技术积累。其研发重点高度聚焦于提升系统吞吐量与保持持续稳定的工艺质量。这一目标的实现,很大一部分要归功于倍福基于 PC 和 EtherCAT 的控制与驱动解决方案。
作为 UNITED MACHINING SOLUTIONS Group 集团旗下企业,IRPD 主要服务汽车制造商与供应商、航空航天业以及切削刀具制造商等客户群体,这也决定了其增材制造设备的核心应用领域。IRPD 公司首席执行官 Stefan Lang 解释道:“在增材制造过程中,零部件连接面的返工往往不可避免。我们集团公司专门为此类工序提供配套系统,这不仅实现了生产流程的垂直整合,更为客户提供了端到端的完整解决方案。”IRPD 公司工艺与软件开发主管 Kai Gutknecht 博士补充道:“目标市场的核心诉求是保障整个流程自始至终都能保持高效运转。基于此,机床的研发工作着重聚焦于实现高产量与始终稳定如一的高品质这两大关键目标。这一追求,从硬件创新层面便已开启,诸如配备超大成型空间、搭载四台 1000 瓦光纤激光器以及引入支持快速换料作业的容器系统;并且这种追求一直延伸至生产环境的优化,打造热力学稳定的生产环境,采用自动化就绪设计理念,以及对生产过程实施全方位监控。”
符合机床标准的 LPBF 系统
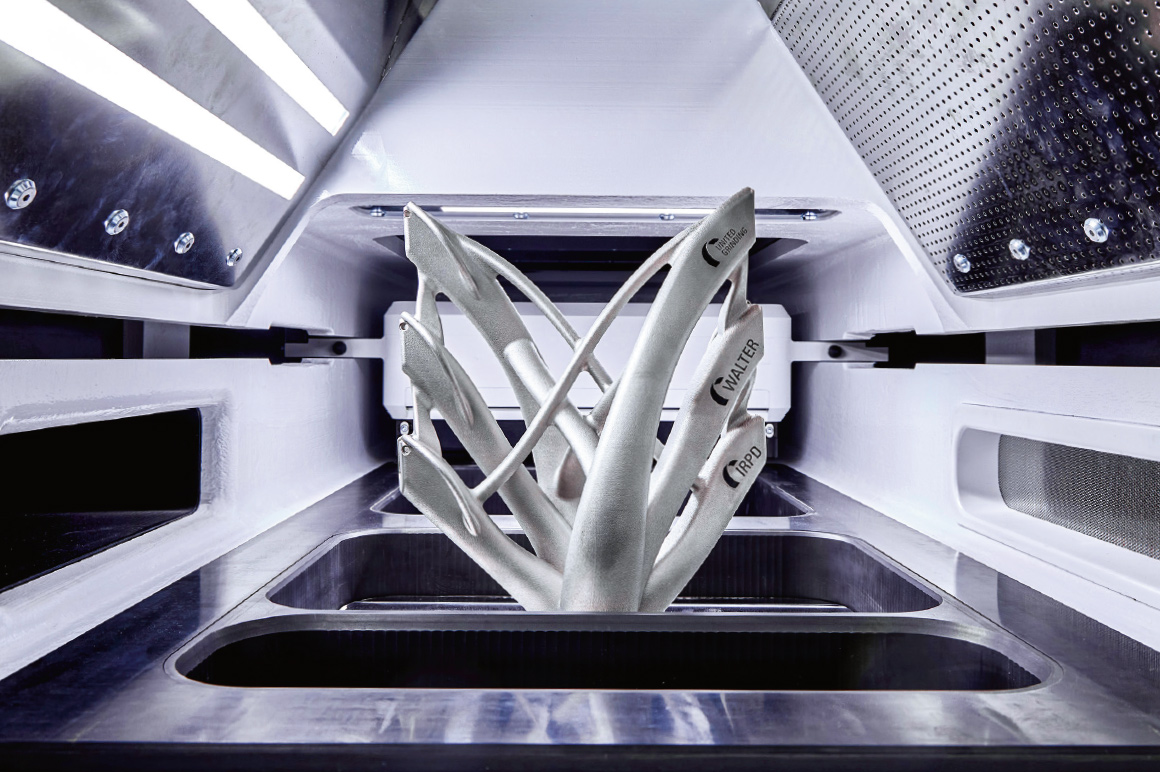
IMPACT Fab 完整系统的核心是用于金属零件增材制造的 IMPACT 4530 机床。激光粉末床熔融(LPBF)技术可灵活生产多种金属的高质量零件。此外,系统还配备了 PM1 清粉及回收系统,能在惰性环境下清除成形容器内残余金属粉末并进行筛分处理,最后将粉末输送至储料罐供后续使用。其它系统组件包括用于将成形基板抬升出容器的 LS1 上料工位;以及在各个生产工位之间转运容器的 HM1 搬运模块。
IMPACT 4530 设备本身由两大核心组件构成:负责实际增材制造工艺的机床核心部分,以及用于处理各类介质的供应单元。IRPD 公司自动化软件开发工程师 Dominik Lenherr 阐释了工艺流程:“机床核心部分主要采用铸造结构设计,旨在确保工艺过程在热力学和机械性能上保持稳定可控。机床通过两个立方体容器进行操作,一个用于成型工艺,另一个用于存储作为原材料的金属粉末。容器的自动插入与对接有效加速并规范了设备配置流程,从而实现最短停机时间,且能精准复现每次成型任务的初始状态。”当容器完成气密对接后,设备将高效构建高品质工艺环境。随后水平轴系会在成形基板上逐层铺设金属粉末,多组激光束根据构件截面轮廓进行熔融焊接。待成形基板按通常为百分之几毫米的典型层厚下降后,新一轮铺粉与熔覆工序循环开启。据 Kai Gutknecht 博士介绍,该系统的核心部件在于激光器与振镜扫描系统,后者能以微米级精度高速偏转激光束。整套系统还集成多种监控解决方案,并搭载 UNITED MACHINING SOLUTIONS Group 全系设备通用的 C.O.R.E. 操作软件,该软件通过简洁高效的 ADS 接口与倍福 TwinCAT 控制系统进行通信交互。
自动化需求
正如 Stefan Lang 所言,该项目在遴选合适的自动化技术方面具备理想起点:“由于 IMPACT 项目为 IRPD 开辟了全新的技术领域,我们可以根据增材制造的特殊需求来选择控制平台。倍福系统的开放性、先进的开发环境以及创新产品,都成为选择基于 PC 的控制技术结合 TwinCAT 软件的有利论据。此外,基于 PC 的控制解决方案本身也为构建精简、易扩展的整体系统架构开辟了广阔空间。”
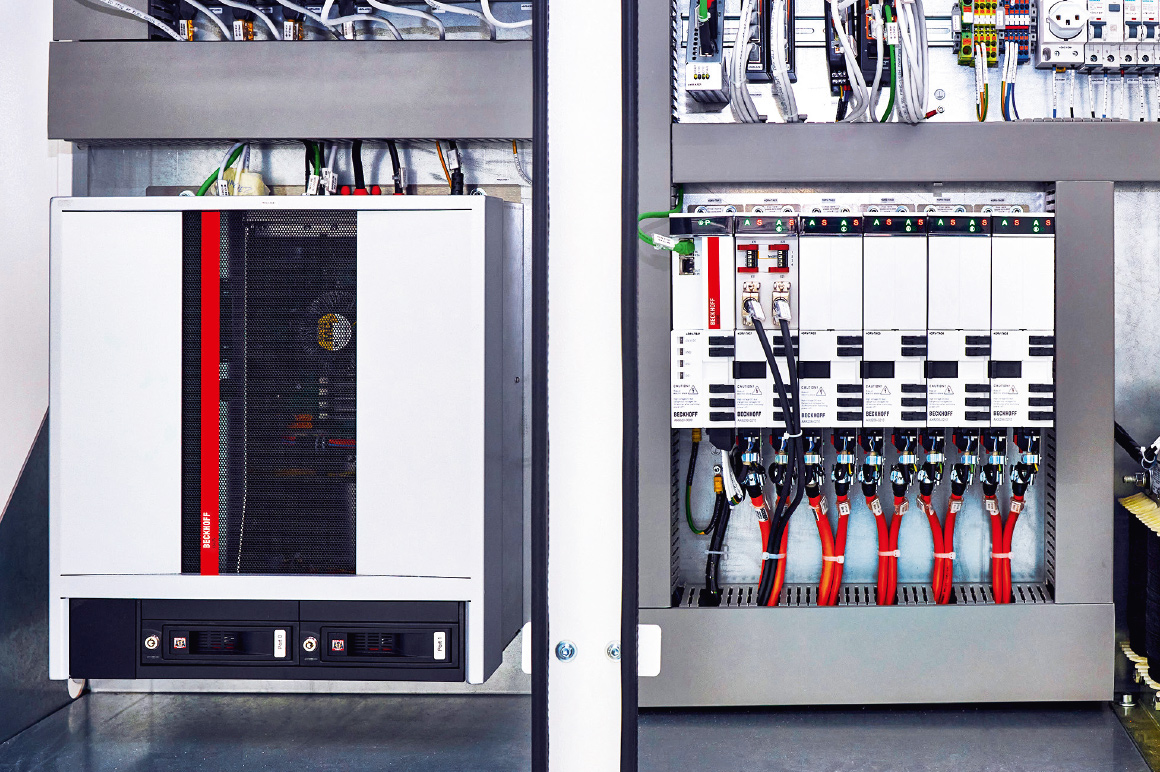
除了激光粉末床扫描运动外,IMPACT 4530 中所有硬件相关的设备功能都由倍福基于 PC 的控制系统掌控。这些功能涵盖机械轴、气动系统、设备安全、惰性气体循环及冷却。该控制系统的硬件核心是 C6675 控制柜式工业 PC。Kai Gutknecht 博士解释道:“我们的目标之一是具有低阈值接口且最精简的系统架构。其基础正在于采用功能强大的中央系统 — C6675,它能在单一硬件平台上实现控制软件与高级语言的集成。尽管当前已在 Windows 系统上同时运行 PLC、视觉应用和资源密集型 C.O.R.E. 应用程序,但尚未完全释放其强大算力。在后续开发过程中,我们将逐步增加通过摄像头实现的过程监测、大数据与机器学习应用以及其它过程控制功能。”
从 IRPD 的角度来看,模块化的 TwinCAT 软件为自动化任务的解决提供了高度契合应用需求的支持。通过 TwinCAT Vision 功能,可以快速便捷地将过程监控摄像头集成到控制系统中。Dominik Lenherr 进一步指出,在控制环境内直接执行图像处理算法,能够以精确时序保持与设备运行周期的同步,实现图像数据采集,而无需构建和维护复杂的接口连接。他补充道:“TwinCAT 软件库 — 例如 TwinCAT HMI、Motion,乃至 Vision — 通过其即用型功能块,为各类软件组件的编程、调试及诊断提供了全面支持。我认为集成化故障排除与分析功能尤为突出,是 TwinCAT 开发环境的最大优势之一。通过 TwinSAFE 技术,设备安全功能也实现了无缝集成,这使得我们无需操作多种工具,仅需维护单一软件平台。”
运动控制与 EtherCAT 通信的高效性
据 Kai Gutknecht 博士介绍,IRPD 在运动控制方面同样受益于 TwinCAT 功能块:“我们采用了 MC_MoveAbsolute、MC_Jog 及 MC_Reset 等标准功能,显著减少了我们的编程工作量。配套伺服轴系采用结构紧凑的 AX8000 多轴伺服系统与 AM8000 伺服电机实现。单电缆技术(OCT)为我们带来显著优势,不仅大幅简化了系统布线,更有效降低了安装过程中的差错风险。此外,该设计使设备便于拆解运输,最小化的线缆连接在为部件分离时节省大量时间。”
高性能 EtherCAT 通信同样提升了系统效率,在设备调试阶段尤为显著。Dominik Lenherr 解释道:“EtherCAT 热连接功能就是个很好的例证,我们将其应用于铺粉装置等设备。该装置配备带驱动控制器与不带驱动控制器两种版本,通过热连接技术可快速完成更换,无需停机或中断正在运行的诊断程序。”结合自动设备寻址功能,这一特性进一步强化了基于 PC 的控制系统的模块化优势。例如当需求变化时,仅需通过防护等级高达 IP67 的 EP 系列 EtherCAT 端子盒即可添加上层控制器,无需复杂寻址设置。关于倍福 I/O 产品组合,他总结道:“倍福 EtherCAT I/O 模块的显著优势在于紧凑型设计,为系统节省大量空间。加之其极其丰富的产品种类,我们在市场上找不到可匹敌的替代方案。典型例证包括集模拟量/数字量输入输出于一体的多功能 EtherCAT 端子盒,以及可直接连接现场安全传感器、实现安全功能的 TwinSAFE 端子盒。”




