基于 PC 的控制技术助力拜耳集团高效实施 NAMUR 开放式架构(NOA)
过程分析技术(PAT)在化工行业中发挥着重要作用。例如,为了提高效率并从传统的基于时间的定期维护转变为基于状态的优化维护,拜耳集团采用了先进的 NOA 方案,即在不改变现有控制技术的情况下,通过倍福的 CX8110 嵌入式控制器、EL3182 EtherCAT HART 端子模块和 TwinCAT OPC UA 服务器无缝集成紧凑型边缘设备来实现这一目标。

拜耳是一家在医疗保健和营养生命科学领域拥有核心竞争力的国际知名企业。公司致力于通过产品和服务,帮助人们克服全球人口不断增长和老龄化带来的重大挑战,造福人类和地球繁荣发展。拜耳目前在多马根化工园区(Chempark Dormagen)建有一家生物制剂工厂和六家生产活性药物成分的工厂,约有 1230 名员工在园区工作。拜耳在该生产基地生产的产品主要包括杀菌剂、除草剂和杀虫剂使用的 35 种活性成分和 10 种有机中间体,著名产品品牌有杀菌剂 Luna、除草剂 Laudis 和杀虫剂 Movento。
通过现场设备监控严把产品质量关
在生产过程的各个环节进行适当的测评是确保产品质量的重要因素。借助过程分析技术 (PAT) 可以在生产过程中实时在线测评产品质量,直接向生产操作人员提供进一步过程控制相关的反馈信息。在这种情况下,传统的分析质量测量方法采用的是介质 pH 值测定法。
由于 PAT 在生产过程中的质量监控中发挥着重要作用,因此确保其正常运行尤为重要。因此,化工行业在过去已经建立了 PAT 预防性维护机制,通常采用基于时间的定期维护计划。大量的 PAT 设备可同时提供大量的状态信息,但这些信息目前在很大程度上仍未得到充分利用。这是因为状态信息没有进行标准化处理,需要完成大量的数据编译前期准备工作。换句话说,借助标准化的状态信息,就有机会将基于时间的定期维护转变为基于状态的优化维护,从而进一步提高 PAT 的运行效率。
NOA 可为已有过程装置带来优势
从现场设备中提取更多的实时数据或状态信息是一项特殊的挑战,尤其是在已有的过程装置中。目前,现有的自动化结构几乎只能记录与过程控制相关的测量数据,并不打算通过集成新技术来改变。这也是流程工业自动化技术用户协会(NAMUR)开发 NAMUR 开放式架构(NOA)的初衷。NAMUR 推荐性规范 NE 175 中描述的方案在不改变现有控制系统的情况下扩展自动化架构。因此,NOA 的核心任务是提供从现场层到更高层级应用的信息,以监测现场设备和优化过程装置(监测和优化 — M+O)。现场传输的数据类型取决于所使用的现场设备和具体的分析工具。重点是要包含设备状态或过程质量信息的循环参数。
过程自动化领域涉及到的协议和通信技术种类非常多。倍福项目团队(由拜耳生产计划工程师 Roger Rossmann 博士、来自倍福流程工业部门的 Lennart Winkler 和 Sebastian Böse 组成)决定使用 HART 协议初步实现拜耳的 NOA 方案。这个决定为项目带来了三大明显优势:
- 协议应用范围广泛,因此被不同制造商的很多现场设备所使用
- 在实际的 4-20 mA 测量值上叠加数字信号,可以传输更多数据,例如现场设备的状态信息
- 通过特殊的馈电隔离器(已成为很多过程装置自动化结构的一部分),可以轻松打开第二个通道。这意味着与现场设备的连接被分为 4-20 mA 信号、HART 通信和电源电压,因此,与过程控制系统的现有连接不会被中断。相应的数据可通过第二通道接收,并用于 M+O
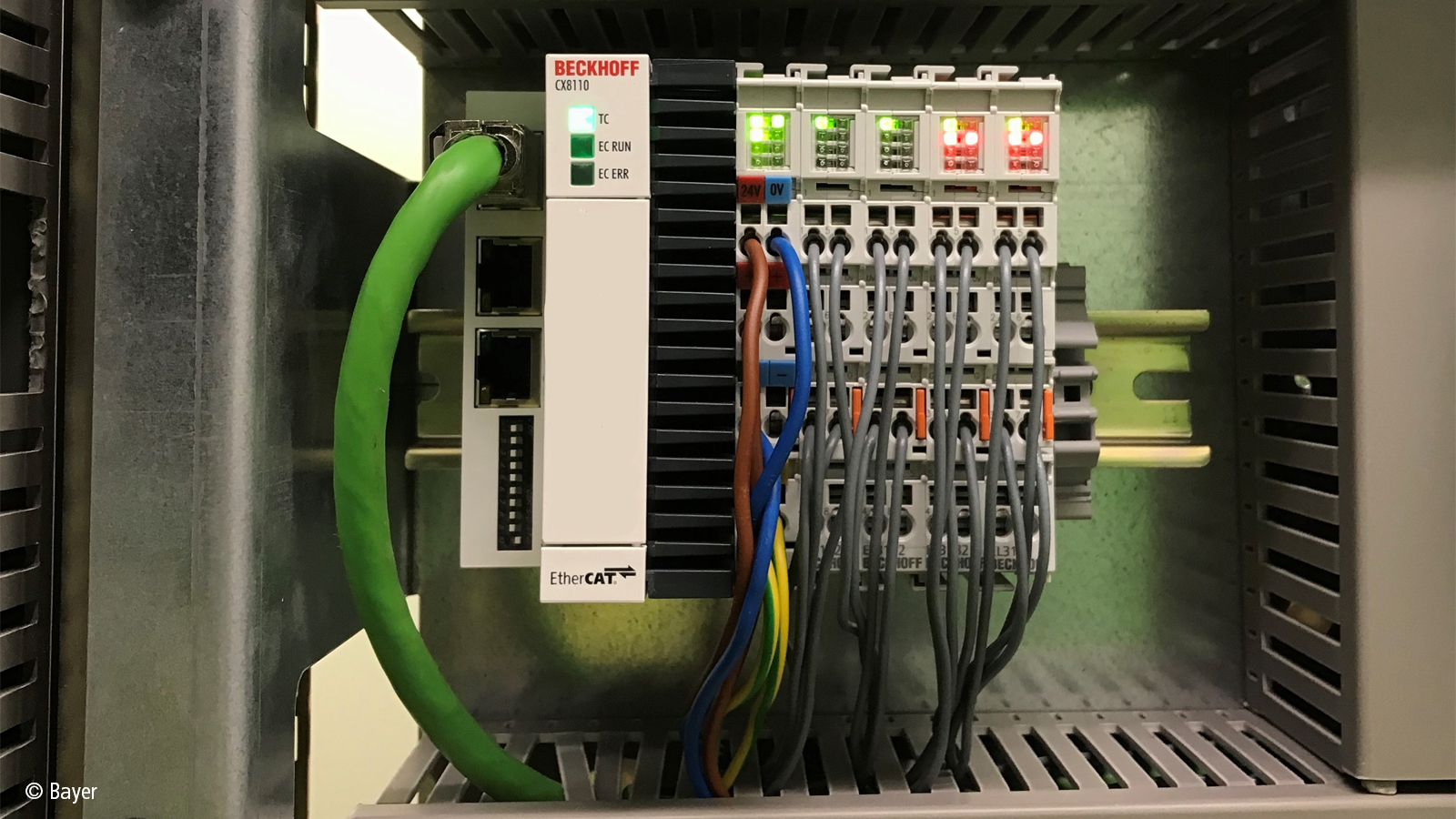
借助倍福的 EL3182 EtherCAT 模拟量输入端子模块可以在非常紧凑的安装空间内通过 HART 协议连接两台现场设备。嵌入式控制器(如 CX8110)和 TwinCAT 自动化软件相结合,无需专门开发硬件,即可构建一个模块化、可扩展的边缘设备。其功能可分为三个部分:

- 通过 HART 协议接收实时数据
- 转换数据
- 为上一级分析工具提供信息
必须由边缘设备发送命令,才能通过 HART 协议读取实时数据。待读出的数据以及将这些数据存储在现场设备中的命令取决于具体的设备类型(pH 值、氧气、温度等)和制造商。倍福为此开发了一个用于存储读取实时数据所需信息的数据库。相应的文件会被读入 TwinCAT,从而实现与数据库中存储的所有现场设备的通信。如果有一台现场设备连接到了边缘设备,就会自动检测到该设备,并发送相应的 HART 命令,然后使用存储的转换表和 TwinCAT 功能对接收到的数据进行转换。
此时存储在 PLC 中的实时数据必须能够提供用于下一个步骤中的进一步分析。因此,NAMUR 推荐使用 OPC UA。倍福产品系列种类丰富,包括 TwinCAT OPC UA 服务器。它以存储的信息模型为基础,直接填充 PLC 中的实时数据。该信息模型基于过程自动化设备信息模型(PA-DIM),并通过 PAT 现场设备的实时数据进行扩展。此外,用户也可以定制该信息模型,以包含更多参数。可以根据检测到的现场设备类型自动移除或添加每个 OPC UA 节点。
解决方案易于实施
Roger Rossmann 博士认为,倍福解决方案具有易于实施的特点。他还表示:“用于获取标准化生命周期数据的库管理方法不仅是开放式的,而且倍福正在对其进行进一步的开发。从长远来看,倍福解决方案的优势还包括它能够自动检测现场设备的变化,即无需重新进行参数设置。最值得一提的是,边缘设备易于扩展,因此可以在已有项目中持续进行扩展。防爆 I/O 端子模块产品系列还允许在符合防爆要求的情况下,使用现场设备的第二个输出端采集 HART 信息。”