基于 PC 和 EtherCAT 的技术助力汽车多工位自动化冲压线优化升级
济南奥图自动化股份有限公司采用倍福基于 PC 的控制方式,使得每条生产线上的冲压机和冲头都能够协同工作。所有部件之间的通信,包括 AM8000 伺服电机,都采用 EtherCAT 一网到底的总线技术实现。工业 PC 用作运动控制器和中央控制系统,确保安全运行、优化生产过程和最大化车间产能。
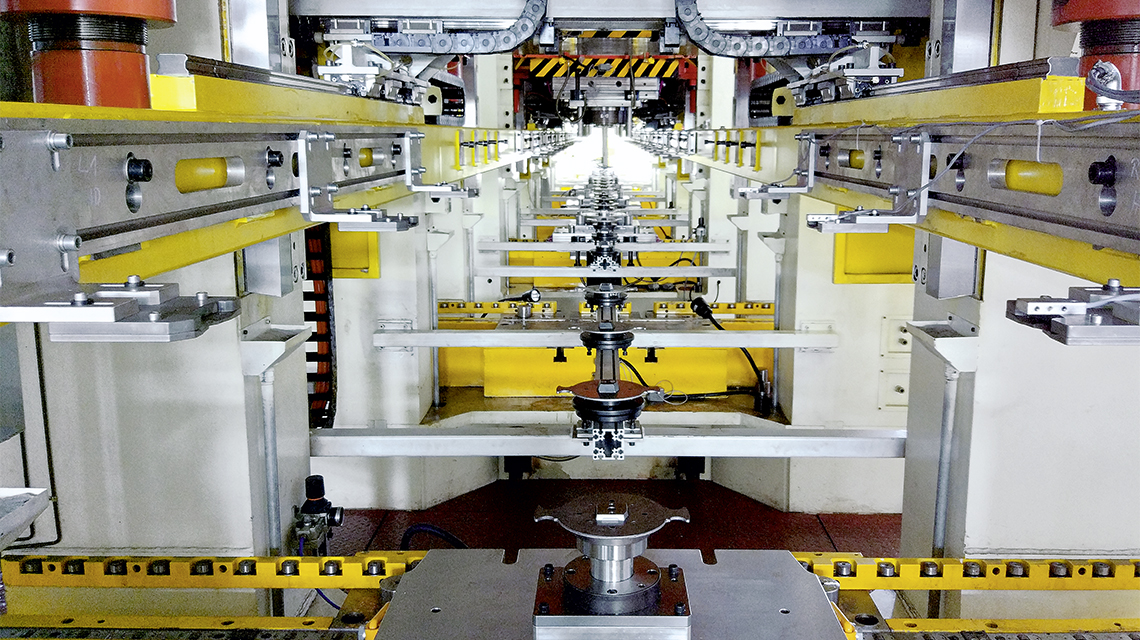
先进的送料技术是最大限度提高自动化冲压系统产能的关键。坐落于美丽的泉城济南经济开发区的济南奥图自动化股份有限公司充分意识到了这一点,因此打算采用新的、灵活的自动化冲床技术对现有的多工位冲床生产线进行优化升级。奥图自动化股份有限公司冲压自动化的其中一项核心业务就是多工位压力机送料系统,它由冲压压力机、三坐标送料系统、视觉智能识别系统和整线智能协调系统组成。
缩短加工周期,提高生产效率
冲压要分多个工序进行,一般有 4 到 5 个工位。多工位自动化送料系统能够最大程度地配合压力机的生产节拍,从而提高生产效率。奥图采用倍福控制组件构成控制系统来实现整线优化,缩短加工周期,同时最大限度地减少停机时间。多工位自动化送料系统采用 C6930 控制柜式工业 PC 作为运动控制器。在软件方面,PLC 功能、多轴 NC PTP 运动序列和凸轮等均使用TwinCAT 3 实现,从而提供了一个灵活多变、方便升级并将 CP2916 多点触摸控制面板用作直观操作界面的运动控制系统。每条自动化冲压生产线都由一台 C6930 进行控制,它在处理各种任务时表现出的优异性能令人印象深刻:
- 每个工位之间送料时 AM8000 伺服电机的同步运动控制,
- 送料手与压力机之间的凸轮控制,
- 整条生产线的运行状态监测,
- 与 HMI 通信。
EtherCAT 简化通信工作
生产线内的数据通信采用 EtherCAT 进行。EtherCAT 端子模块、IP 67 级EtherCAT 端子盒和 TwinSAFE 端子模块都可用于实现通信。EtherCAT 支持几乎所有拓扑结构,它能够将总线和分支结构相结合特别有助于系统布线。所需接口已经集成在相应的 EtherCAT 耦合器中,无需使用附加交换机。中央控制器 C6930 工业 PC 通过 EtherCAT 直接与每个冲压站的本地控制器进行通信。

同时 IP 67 级的 EP 系列 I/O 端子盒也可以就近安装在每个工位旁边的立柱上,如此可以大大节省成本。系统的硬件及软件维护也会更加高效便捷,因为每个工位的控制组件是就近安装在该工位旁边,同时整个系统的控制软件也被集成到一台开放式控制 PC 上,因此生产管理系统也可以大大提高生产效率。
采用单电缆技术的高效驱动器
多工位自动化送料线是汽车零配件生产线送料的一种主流形式,它基于 X\Y\Z 三坐标的形式,具有节拍快、生产效率高的特点。双臂加持料件以同步循环的方式将工件从一个工位抓起并送至下一个工位。用于实现此目的的 AX5000 伺服驱动器和 AM8000 伺服电机能够保持双夹持手的同步夹持及同步送料。不管在正常运行还是在突然掉电情况下,都能够保持双手的同步运行及同步停止,直至系统重新启动,防止了双臂不同步导致的料件变形。
奥图使用倍福的驱动产品,也让其受益于将动力和反馈系统集成到一根标准电机电缆中的单电缆技术(OCT),显著降低了材料和调试成本,并最大限度地降低了接线出错风险。